

( )项目背景
该项目主要为锂电池行业项目,主要对 片(正 以及负 )对 片位置进行焊机耳以及包胶操作,对后续卷绕机加工的原料进行的生产
(二)项目要求:
1、 生产效率:1分钟35Pcs
2、 稳定性:除所需原材料以及长时间动作出现传感器检测到位出现的报警问题外,机器动作不能出现无问题报警
3、 精准度: 片焊接位置,贴胶位置进度不能大于50丝,纠偏处理精度要保证收放卷对其度适宜,在焊接以及贴胶位置的前后对其度要 致
4、 自动化:除人为需要更换材料外,额外时间机器将自动动作无需人工参与
5、 易用性:贴合现场操作人员使用,手动模式下存在多个小循环半自动,方便操作人员进行穿料以及自动对收放卷摆臂进行控制
6、 张力:在收放卷过程中,要保证卷经变大或变小,摆臂控制的收放卷速度能够跟随,并且通过线速度恒定实现自动收放卷有无材料时的报警动作
7、多功能:要求可实现单焊单贴,双焊双贴,单焊分次贴, 耳有无包胶等功能切换
二、 硬件配置:
汇川设备:
|
序号
|
产品名称
|
型号
|
备注
|
数量
|
|
1
|
HMI
|
IT5070T
|
人机界面
|
1
|
|
2
|
PLC
|
H3U-3232MT
|
控制器
|
1
|
|
3
|
AD模块
|
AM600-4AD
|
4路AD
|
2
|
|
4
|
输入模块
|
AM600-3200END
|
32点输入
|
3
|
|
4
|
输出模块
|
AM600-3200ETN
|
32点输出
|
1
|
|
5
|
伺服电机
|
ISMH1-40B30CB-U231Z
|
400W电机
|
4
|
|
6
|
伺服驱动器
|
IS620PS2R8I-IAB-C
|
400W驱动
|
4
|
|
7
|
伺服电机
|
ISMH1-75B30CB-U231Z
|
750W电机
|
2
|
|
8
|
伺服驱动器
|
IS620PS5R5I-IAB-C
|
750W驱动
|
2
|
三、 方案拓扑:

四、 方案说明:
采用汇川H3U以COM1采用485形式通讯触摸屏,采用Can1ink通讯伺服,采用脉冲+方向控制纠偏步进电机
( )方案优点:
1、 采用Can1ink通讯既保证了通讯稳定也保证了通讯传输速率,通讯速率可达1M
采用汇川Can1ink形势下控制伺服,Can1ink属于有源通讯,抗干扰能力高于485通讯,且伺服与PLC之间的通讯数据传输配置容易,并可针对现场实际条件选择多种触发形式,可实时进行数据传输,也可以选择人为触发事件传输,且采用Can1ink形势下的通讯速率 高可达1M
2、 采用汇川Can1ink控制伺服,可以采用集成指令,以及根据实际现场要求自定义添加相关映射参数
3、 采用脉冲+方向控制纠偏步进电机,汇川PLC输出脉冲频率 高可达200K,不降低步进电机细分保证精准度的情况下可以保证快速,稳定的趋近设定的纠偏位置
(二)现场难点问题及解决方案说明:
1、 收放卷动作中,要求摆臂不抖动,收放平稳
采用H3U搭配AD模块,采集摆臂电位计数据,进行死区算法(以稳定区间内伺服不响应)超过稳定区域内以设定正反向搭配线性规划转速进行补偿实现,收放卷过程中摆臂不抖动,并针对该方案实时被动采集即转速即将到达给定死区限制值后自动规划给定转速提升或减小速度给定
2、 无放料传感器的情况下自动检测放卷材料直径实现自动停机
以线速度恒定公式,通过Can1ink读取牵引+放卷转速,因牵引单纯带材料而不是累计收材料,所以牵引线速度恒定已知实时计算放卷直径,并通过现场人员设定直径大于实际放卷反馈直径实现自动停机的操作算法
3、 焊接以及贴胶精准度定位问题:
采用中断形式接入伺服DI9,无给定中断信号伺服以PLC给定信号动作,中断检测到位以中断设定定长以及速度进行运动,保证了 时间相应中断定长给定信号,从而保证了定位精准度
4、 缓存处理逻辑:
采用动作完成,缓存传感器信号记录等进行控制,保证触碰到缓存传感器时,出现焊接贴胶正常动作,并根据传感器跟定信号自动实现停止开启后续加工器件的逻辑动作
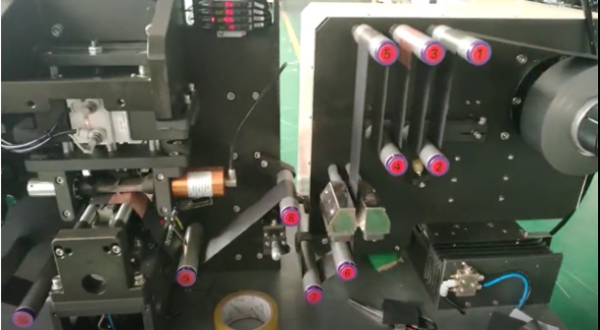
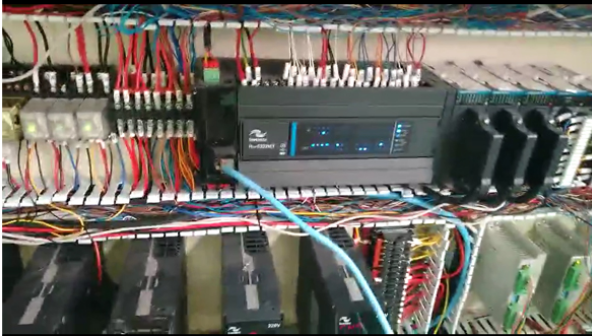
五、 现场图片(如下):


六、客户验收:
目前机器已发往东莞大朗某现场,福建连城某现场,以及安徽合肥某现场,目前累计运行周期已经超过1年,且各个现场分别测试了多个功能切换,单焊单贴,单焊二次贴,双焊双贴,且目前生产效率为1PCS/1.4S,满足客户要求。